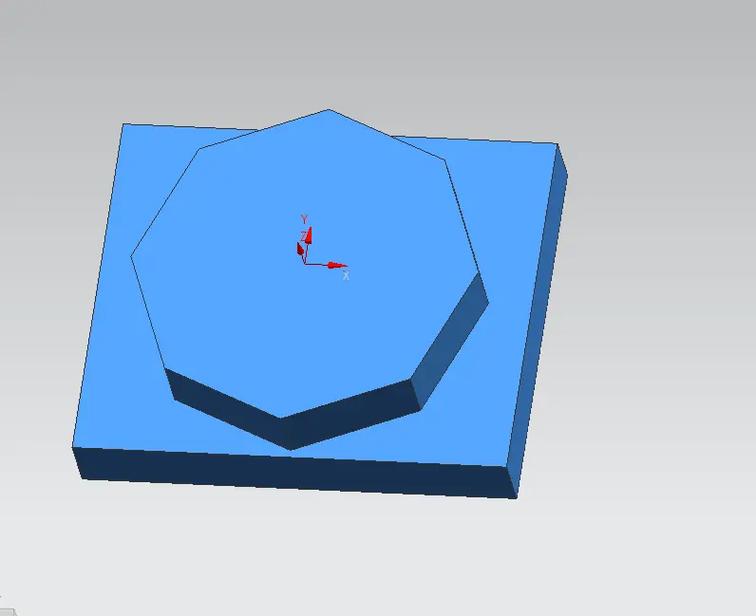
在制造业尤其是数控加工领域,八边形是一种常见的多边形状,广泛用于零件设计、模具制造等场景。今天,我们将分享一个高效、实用的八边形加工程序,帮助工程师和爱好者快速实现精准加工。
程序核心思路
八边形加工的核心在于确定八个顶点的坐标,并通过直线或圆弧插补连接这些点。我们采用等分圆的方法:将一个圆等分为八份,每份45度,通过计算每个等分点的坐标来定义八边形的顶点。
示例程序(基于G代码)
以下是一个简单的G代码程序,适用于大多数数控系统(如Fanuc、Siemens)。该程序假设八边形的中心在坐标系原点,外接圆半径为50mm,深度为5mm。
O1000 (八边形加工程序)
G90 G54 G17 G40 G49 G80 (安全初始化)
G0 X0 Y0 Z5 (快速定位到起点上方)
M3 S1000 (主轴启动)
G1 Z-5 F100 (下刀到深度)
G1 X50 Y0 F200 (移动到第一个顶点)
G1 X35.35 Y35.35 (第二个顶点)
G1 X0 Y50 (第三个顶点)
G1 X-35.35 Y35.35 (第四个顶点)
G1 X-50 Y0 (第五个顶点)
G1 X-35.35 Y-35.35 (第六个顶点)
G1 X0 Y-50 (第七个顶点)
G1 X35.35 Y-35.35 (第八个顶点)
G1 X50 Y0 (闭合到第一个顶点)
G0 Z5 (抬刀)
M5 (主轴停止)
M30 (程序结束)程序说明
- 顶点计算:使用公式 \(x = r \cdot \cos(\theta)\), \(y = r \cdot \sin(\theta)\),其中 \(\theta\) 从0度开始,每次增加45度。例如,第一个顶点(50,0),第二个顶点(50cos45°, 50sin45°) ≈ (35.35, 35.35)。
- 加工参数:可根据材料调整进给速度(F)和主轴转速(S)。例如,铝材可用更高转速,钢材需降低进给。
- 扩展应用:通过修改半径、深度或添加圆角,可适应不同需求。对于复杂形状,可结合宏程序或CAD/CAM软件生成代码。
实用贴士
- 安全第一:始终在模拟环境中测试程序,避免碰撞。
- 优化路径:若加工多个八边形,使用子程序或循环减少代码量。
- 材料考虑:硬材料需降低切削参数,软材料可提高效率。
这个程序简洁易懂,适合初学者学习和快速应用。如果您觉得有用,请收藏并点赞支持!如有问题,欢迎在评论区交流。